重组木加工技术研究【批木网】
发布时间: 2015年11月13日 09:31:53
木材人都在用的神器—扫一扫下载APP
重组木的出现是20世纪末人造板行业的重大成就,但重组木技术进入产业化以后,如昙花一现,进入21世纪几乎没有进展。那么,重组木技术的发展存在的问题是什么?本文就澳大利亚重组木工业化生产失败和笔者研究经历,谈谈对这个问题的看法。
1重组木概念
1.1重组木概念的提出
重组木(Scrimber)是20世纪80年代由澳大利亚木材科学家科尔曼首创的一种新型人造实体木材(见图1)。科尔曼最经典的论断是在他的论文中指出:“人们费很大的力气将木材粉碎到近乎纤维的程度,然后用胶再把它们黏合起来,岂不多此一举?如果把速生小径材、枝丫材及制材边角料等廉价低质材料,经辗搓设备加工成横向不完全断裂、纵向松散而又交错相连的网状木束,再经干燥、铺装、施胶和热压(或模压)而制成一种新型的木材不是更好吗?”他的设想在实验室获得了成功。澳大利亚林科院(CSIRO)组织力量经过近10年的研究,全面完成了重组木的实验室研究,申请了国际专利,并向全世界宣布了他们的研究成功。在澳大利亚政府和企业的资助下,CSIRO在南澳大利亚的小镇芒特冈比尔投资近2000多万美元建成了年产5万m3的重组木工厂,开始了重组木的产业化推广。

批木网
1.2重组木在实验室研究是成功的在现有碎料板品种中,重组木的材性指标最接近于木材原有性能、强度达到和最接近该种实木,它的出现和发展曾引起世界人造板行业的极大轰动。主要发达国家都购买了澳大利亚的重组木专利,分别开始重组木的进一步研究。从20世纪70年代末到本世纪初,有关重组木的各式各样文章层出不穷。全世界的主要木材实验室经过反复研究验证,几乎都得到澳大利亚实验室的研究成果,似乎重组木是一种完美的新型人造板。
在实验室研究成果的推动下,重组木的中试研究也轰轰烈烈地开展起来,德国、美国、日本和中国,都研制成功中试生产线。其中,日本的生产线年产量达到1万m3;中国宣化的重组木中试生产线的年产量达到3000m3,而且持续生产1年半。正当重组木研究在世界范围内兴起之时,澳大利亚年产5万m3生产线却停产了。全世界人造板科研工作者都不相信这个投资2000多万美元的生产试验就这样失败了。为此,笔者专程赶赴澳大利亚,从墨尔本出发驱车14小时到芒特冈比尔参观了这条宏伟的生产线,亲眼见证了这个科技成果的失败。
2重组木产业化失败的原因分析
2.1重组木原创研究团队缺乏装备研究的专家
澳大利亚林科院的科尔曼提出重组木的概念和加工工艺,仅解决了重组木原理和实验室的工艺问题,重组木产业化中的许多问题,特别是装备方面的问题并没有得到系统地解决,更没有提出实现重组木具体加工装备的设计方法和解决的思路。没有进行设备的工业化生产中试就盲目建设大规模生产线,从而导致大规模工业化生产试车失败。CSIRO重组木研究团队没有搞装备的专家,不能提出详细的设备设计任务书和设备中试规划;装备制造公司的设计人员几乎不了解重组木的工艺,影响了设备的设计水平,装备设计人员在缺乏设备中试的条件下,仅凭实验室小试的设备研究成果进行大规模工业化生产设备及生产线设计,将中试不到1000m3的工艺技术移植设计出年产5万m3的大型生产线,是其失败的主要原因之一。
2.2重组木生产线缺乏进行装备中试阶段
CSIRO的中试机器极为简单,根本不能实际仿真重组木工业化生产可能出现的问题。其简陋程度远远低于日本和中国重组木的中试水平。由于CSIRO没有装备设计的专家,不但没有对每台设备进行中试,而且没有详细地对每台设备进行设计计算,没有进行运动学、动力学、能量消耗、可靠性、寿命、投资和初步设计的详细分析。加上对工业化生产的宣传大于脚踏实地的科学试验,缺乏大规格尺寸试件的批量试验,特别是大规模试件加工设备的工业化生产试验,从而导致其失败。
2.3工业化生产工艺出现严重的失误
在CSIRO重组木工业化生产的过程中,重组木工艺上的问题逐步暴露出来。如果工业化生产工艺没有出现问题,仅仅是设备出现一些问题,总是可以解决的。但如果工业化生产工艺上出现问题,对生产线来说往往是致命的。重组木的问题恰恰出现在工业化生产的工艺上。传统小规模的实验室研究距离大工业生产要求相差甚远,这些试验数据有时根本不能替代工业化生产需要的工艺数据。重组木的失败从反面给人造板科学研究工作者上了一课,试验的规模最好是1:1,否则,必须按科学的模拟和相似理论进行分析和计算才能进行放大,不能简单地计算机仿真。重组木工业化生产工艺失败的主要原因如下:
1)碾压引起的应力集中极难消除。重组木木束在碾压辊的作用下会产生巨大的压应力。在这些应力没有消除的前提下就在高压下压制成板。这个问题在实验室试验时不明显。当板材尺寸加大以后,板子开始明显翘曲、扭曲,局部出现尺寸变异,表面出现凹凸不平。澳大利亚芒特冈比尔重组木工厂为了解决这些问题,增加热堆放工序,建设庞大的热堆放室,在热堆放室人为制造60~80℃的环境,压好的板材放到热堆放室存放36h以上。这个热堆放的成本超过木束干燥成本。但热堆放并没有完全解决这个工艺问题,成为最终导致重组木工业化生产失败的首要原因。碾压在技术上也是非常困难的,图2是9台庞大的碾压机组成的备料工段。

批木网
2)木束工业化生产定向铺装的工艺行不通。重组木的实验室研究试件板幅面小,定向铺装多为人工干预实现的,中试也是人工铺装,没有发现严重的问题。但直到现在,也没有解决和实现重组木工业化生产的定向铺装。重组木定向铺装没有进行专用设备的工业化生产中试,没有先制造铺装试验机,试验成功以后再进行生产线专用设备的制造。而是直接将这台关键的设备在工业化生产线安装试车,这是一个错误,主要有以下几方面的原因造成:
(1)将定向刨花板铺装机略加改进用于重组木。
定向刨花板(OSB)铺装机是非常成功的,把这项技术略加改进就想用到重组木上,但碾压的木束绝不是刨片机生产的OSB刨花。OSB刨花长短相近、厚度一样、相互不关联连接,重组木木束的形态和OSB刨花有本质差别,形状尺寸的离散度太大,采用机械和气动铺装都非常困难,重组木木束的定向铺装恐怕只能用机械手铺装才能完成,图3是芒特冈比尔生产线的铺装机全景。澳大利亚、日本和中国的重组木科研工作者都没有进行重组木木束定向铺装方面的设备研究,因此,造成设计重组木生产线失败。
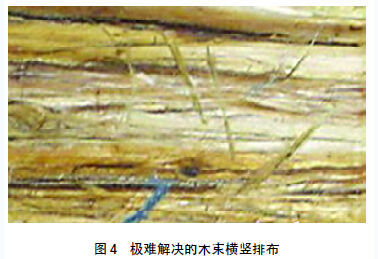
(2)木束铺装必须消除个别完全垂直主纹理的单个木束。
在重组木产品生产过程中,不论是芒特冈比尔、日本京都、中国宣化,还是美国麦迪逊的大幅面实验室研究中,在重组木板面上,都有个别木束上几乎完全垂直板面的主纹理(见图4),破坏了重组木主纹理的美感,影响板面平整度和粗糙度,同时也是应力集中源。到目前为止,这个问题没有从设备上根本解决。
批木网
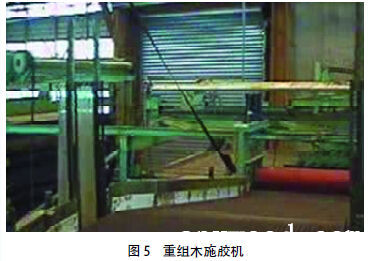
(3)重组木实验室施胶的技巧在工业化生产装备上很难放大。小径木碾压以后,木束纵向碾开,但横向又有相互略有藕断丝连的状态最为理想。这种木束在施胶的过程中有很大的困难。在实验室里,多数人没有成功压出重组木试件,就是失败在施胶上。许多人都没有掌握重组木的施胶诀窍,在完成重组木热压,热压板松开以后,木束巨大的反弹力导致重组木试件变成像扫帚一样松散状态碎木条,许多人没有再坚持试验甚至认为重组木不行。事实上,重组木在实验室施胶工艺的关键是控制压板的排气,在排气过程中瞬间开启压板几秒,让胶液随之扩散到重组木木束的各个面上和木束的裂纹中,没有这个过程,仅仅依靠喷胶是不可能达到均匀施胶的。在汽化的过程中胶液均匀地施放在木束的表面,压板压紧加热之后,重组木在实验室就压制成功。但这个过程在工业化生产放大以后,压板面积加大,气体释放遇到困难,大型压机几秒的控制也有难度,工业化生产重组木压制以后出现局部扫帚的状态是经常的,实验室工艺和工业化生产工艺有重大区别。澳大利亚重组木施胶机极其简单,图5是施胶机的全景照片,这样简单的设备很难实现规定的要求。
批木网
3)重组木功耗太大导致成本太高而失败。市场是检验科技成果转让是否成功的最好场所,没有通过市场检验的成果就不是真正成功的科技成果。重组木在不成熟阶段走进市场,最终没有通过市场的检验。
(1)碾压法加工木束是人造板备料单位功耗最大的方法。
人造板备料是人造板生产过程中能耗最大的工序。胶合板备料能耗最小,因此,胶合板百年不衰。刨花板的备料能耗少于中纤板,发达国家刨花板的产量一直大于中纤板。我国在大力发展中纤板的过程中,人们没有意识到能耗决定成本,成本决定市场,市场决定效益的格言。不顾中纤板能耗大于刨花板,大力发展中纤板,将来肯定要受到市场的惩罚。重组木的碾压能耗远远大于中纤板。作为人造板机械的设计研究者,在我们进行重组木中试中发现这个问题以后,清楚地认识到这个问题的严重性。澳大利亚重组木备料工序耗能惊人,这个问题没有引起足够的重视。
(2)干燥工序的电加热提高了干燥成本。
澳大利亚重组木干燥生产线的开发是设备开发的难点。为了照顾原料木束径级分布的离散性,重组木干燥机的设计偏于安全。为了便于调整,对其网带式干燥机采用了电加热(见图6),这种超大型高温电加热双层网带式干燥机在世界上可能是绝无仅有的,而且干燥机带有上压式结构,将近60m长。电耗增加造成了芒特冈比尔重组木工厂的成本剧增。

批木网
(3)压板后的热堆放增加了能耗。重组木工业化生产时发现,重组木内应力没有办法消除,导致板面翘曲、扭曲、表面凹凸不平,板材表面质量很难达到普通人造板的要求。为消除内应力而对其热堆放,关键是热堆放36h,不仅严重影响板材的正常周转,而且热堆放的能耗惊人。同时,热堆放以后,也未必彻底消除内应力,而热堆放又带来重组木板材的2次装卸,相当于2次干燥、2次成品堆放,从而增加了重组木的能耗和工序装运成本。
(4)砂光处理的能耗超过所有人造板。
经过热堆放以后,翘曲和扭曲的现象大幅度减少,但表面不平反而增加。消除表面不平的缺陷只能靠砂光解决了。靠砂光消除几毫米的凸起,其砂光量是刨花板的10倍以上,强力大型砂光机的配备台数和能耗更是惊人。这些也是实验室研究时没有遇到的问题,到工业化生产就可能导致成品的最终失败。
4)重组木的表面质量没有办法控制。
在重组木实验室研究中,由于板材尺寸小,人工干预太多,许多问题没有暴露出来,或者研究人员不细心,没有把工业化生产出现的这些问题作为设备中试的题目进行试验,主要有以下几个问题:
(1)粗木束彼此搭接出现的凹坑没有办法解决。
前面提到凸起用强力砂光消除了,但粗木束彼此搭接形成接头处的凹坑就没有工业化生产的解决方法。重组木木束径级分布为1~8mm,当木束搭接时,接头处出现1~8mm深度的凹坑,而这种凹坑在重组木板面上比比皆是,根本没有办法避免。人工操作可以打腻子,工业化生产时不能为重组木板材设计打腻子机解决这个问题。这个缺陷导致重组木没有办法应用在高档场合。
(2)没有办法模仿实木纹理。
重组木诞生之时,科尔曼提出的优势之一是“重组木是最接近于实木的人造板,特别是可以保持近乎实木的纹理”。在实验室试验中,大家都可以做出最接近于木材纹理的重组木。但在工业化生产的过程中,许多实验室人工非常容易实现的动作,换成机器实现是非常困难的。CSIRO的重组木研究团队没有设备专家,非机械设计师没有这种职业的敏感性,在重组木实际工业化生产中发现,不但不可能实现板材表面的弦切纹理,就是径切纹理也不能真正实现。至于随机横摆独根木束完全破坏纹理走向的问题也根本没有办法解决,由此造成的纹理缺陷即使没有凹凸不平的问题,重组木也没有办法制造出有纹理要求的家具。
(3)重组木的蠕动与松弛最终将重组木成品逐出家具市场。
实验室里就决定了重组木不可能作为家具原料,但CSIRO一直不直言为什么重组木只能做建筑材,不能做家具材料。事实上,重组木除了前面提到的缺点以外,由于内应力的存在,而热堆放不可能消除全部内应力,3个月,甚至2年以后,重组木仍然会出现局部结构的蠕动和松弛,破坏重组木的表面质量。一般木材生长应力过大的材种都可能出现这个问题,更何况加工中残留这么大应力的重组木。
(4)微观裂纹无处不在。
重组木的木束是碾压法加工的,碾压造成木材沿纵向劈裂形成木束。但劈裂造成木束微观裂纹无处不在,导致重组木表面全是微观裂纹,这些裂纹导致重组木存在极大的劈裂隐患。微观裂纹是局部应力集中的根源、重组木破坏的导火索和重组木受潮膨胀的根源。重组木在实验室试验时,吸水膨胀率极难过关。中外学者为了重组木的诞生,谁也不愿意揭露重组木这个致命的缺陷,而造成这个缺陷的原因,更没人追究。今天追忆当年的试验过程,特别是工业化生产过程,重组木微观裂纹漫布导致吸水容易、容水更甚,膨胀就不可能不发生。
(5)重组木干燥机不能顺利完成水分均布干燥。
重组木木束最细可以是横截面为1mm×1mm的细纤维,也可能是没有碾压好的4mm×4mm的实木棍。细纤维变成绝干纤维时,4mm×4mm的实木棍仅仅表层干燥达标,内部完全没有干透。这样的木束压成重组木,水分分布不均,压板以后肯定鼓包。为了实现均匀干燥,大幅度加大重组木干燥机的功率,大型的电加热干燥机吞噬重组木的成本,不但解决不了重组木的质量问题,反而带来更为严重的其他问题。
(6)重组木实际需要高档原料才能保证表面质量。
重组木发明之时,大家都认为重组木用的是枝丫和小径材。但在其工业化生产的过程中发现,重组木不能有树皮。有树皮的重组木质量极差。而枝丫和小径材剥皮是非常困难的,如果重组木中有树皮,在板材表面会留下极难看的表观缺陷和凹坑。树皮和木束之间很难胶合,重组木木束长,一段木束有树皮,就会在重组木上形成一个宏观裂纹。这段宏观裂纹危害不言而喻。为了剥皮顺利,重组木只好吃精料,用高档原料,从而彻底丧失了重组木的原料优势。由于节子硬度大、纹理细腻、密度大,节子在碾压过程中,对碾压机危害极大。由于节子往往碾不碎,压不溃,在板面留下极难看的痕迹。没有节子的原料是最高档次的原料,如果重组木不用高档原料就没有优异的表面质量。
3结束语
重组木技术研发过程的经验教训值得人造板行业深思。重组木加工技术并不是一无是处,它作为人造板工业发展的新思路有非常好的借鉴意义。本文分析了重组木的现状和它的不足之处,在以后的研究中,笔者还将提出重组木走出困境的出路和发展的方向模式,指出重组木进入工业化生产阶段应该改进的措施和明确开发方向,提出重组木加工机械的先进设计技术和生产模式,抓住机遇,扬长避短,在重组木的研究过程中创造辉煌。
来源:批木网整理
批木网——网上木材市场!www.anywood.com
凡是与 木材 木业 红木 原木 人造板 地板 板材 家具 木工 木工机械 家装材料 油漆化工 紫檀 酸枝 spf 辐射松 松木 榉木 锯材 榆木 楠木 乌木 沉香 檀香 纤维板 黄花梨 香樟 橡木 椴木 杨木 桦木 白蜡木 花旗松 南方松 黄檀 鸡翅木 胶合板 有关的资讯、供求、人脉,全在批木网