
木工机械|车刀装夹的基本要求及方法【批木网】
发布时间: 2015年12月11日 16:23:00
木材人都在用的神器—扫一扫下载APP

【批木网】
车刀安装情况的好坏直接影响到被加工零件的尺寸精度和表面粗糙度,如果我们不注意车刀的正确安装,就会降低切削效果,甚至损坏刀具和工件。
【车刀装夹的基本要求】
(1)车刀不能伸出刀架太长,在满足车削的情况下,尽可能伸出短些。因为车刀伸出过长,刀杆刚性相对减弱,容易产生振动,使车出的工件表面光洁度差。一般车刀伸出的长度不超过刀杆厚度的2倍。切槽刀车刀伸出的长度比槽深多2~3mm。切断刀车刀伸出的长度比工件壁厚多2~3mm。
(2)车刀刀尖应对准工件的中心。车刀安装得过高或过低都会引起车刀角度的变化而影响正常切削。
(3)车刀刀杆应与车床主轴轴线垂直。
(4)装车刀用的垫片要平整,尽可能地用厚垫片以减少片数,一般只用2~3片。如垫刀片的片数太多或不平整,会使车刀产生振动,影响切削。各垫片应垫在在刀杆正下方,前端与刀座边缘齐。
(5)装上车刀后,要紧固刀架螺钉,一般要紧固两个螺钉。紧固时,应使用专用扳手轮换逐个拧紧。不用加力杆,以免使螺钉受力过大而损伤。
为提高车削工作效率,刃磨车刀时充分考虑刀具各刃的综合应用,车刀安装在刀架上,在不转动或少转动刀架的情况下完成尽量多的工作。下面介绍几种批量生产时车刀的装夹方法。
【车刀的装夹方法】
【批木网】
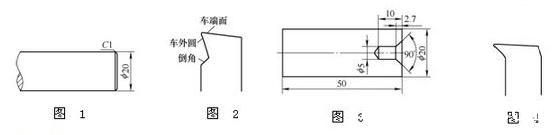
(1)如图1所示,工件需要车外圆、车端面、倒角,如果只用一把车刀需要转动刀架。
若把车刀前面磨成如图2所示,在不转动刀架的情况下就可以完成车外圆、车端面、倒角工作。
(2)如图3所示,工件需钻孔、孔口倒角。
一般情况下需要麻花钻、外圆车刀、孔口倒角用车刀、450偏刀(或将外圆车刀偏转车端面)
若将车刀前面磨成如图4,车端面时,从工件外圆车至工件中心,在工件中心处纵向移动2.7mm,然后中滑板退刀进行孔口倒角至要求,从而减少刀具装夹,减少工作程序,提高效率。
【批木网】
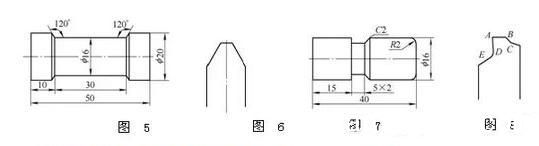
(3)如图5所示,轴上切槽、槽的两端倒角。
一般情况下需要切槽刀,并且需要偏转刀架倒角,而左端的倒角很容易碰到卡盘,极不安全。若将切槽刀左右刃分别刃磨来符合倒角要求(如图6的车刀前面图),不需要偏转刀架即可完成切槽、倒角的工作。
(4)如图7所示,工件需要车外圆、车端面、切槽、倒角、倒圆。
将车刀前面刃磨成如图8所示,不转动刀架的情况下一次完成所有操作。AD刃车外圆,AB刃起修光作用。AB刃切端面接近中心时DE刃倒圆。AB刃切槽时,BC刃倒角。
【批木网】
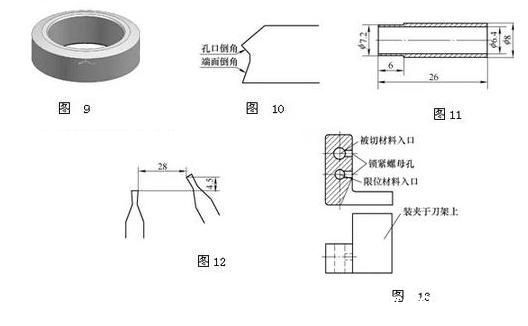
(5)如图9所示,对管材孔口倒角和端面倒角。
可将车刀前面刃磨成如图10所示。车刀装在刀架上,调节固定好中滑板位置。通过小滑板调节轴向倒角的大小。可以只动小滑板完成孔口倒角和端面倒角。
(6)如图11所示的导管。
按照如图12所示下料。备料时两切槽刀装夹于刀架上。右端切槽刀用于切端面、定位。左端切槽刀用于切断。两刀刃切削间距28mm,从而保证中滑板进刀一次完成下料工作。
(7)在普车上下料:将锯片式铣刀装在刀杆上,装夹于自定心卡盘上。
如图13所示,将夹具装夹于刀架上,上孔穿工件并用内六角螺母锁紧,下孔穿限位材料并用内六角螺母锁紧(以便快速确定材料尺寸)。中滑板进刀即可完成下料工作,从而将车床改为简易铣床用。
批木网——网上木材市场!www.anywood.com
凡是与 木材 木业 红木 原木 人造板 地板 板材 家具 木工 木工机械 家装材料 油漆化工 紫檀 酸枝 spf 辐射松 松木 榉木 锯材 榆木 楠木 乌木 沉香 檀香 纤维板 黄花梨 香樟 橡木 椴木 杨木 桦木 白蜡木 花旗松 南方松 黄檀 鸡翅木 胶合板 有关的资讯、供求、人脉,全在批木网







































